














Online



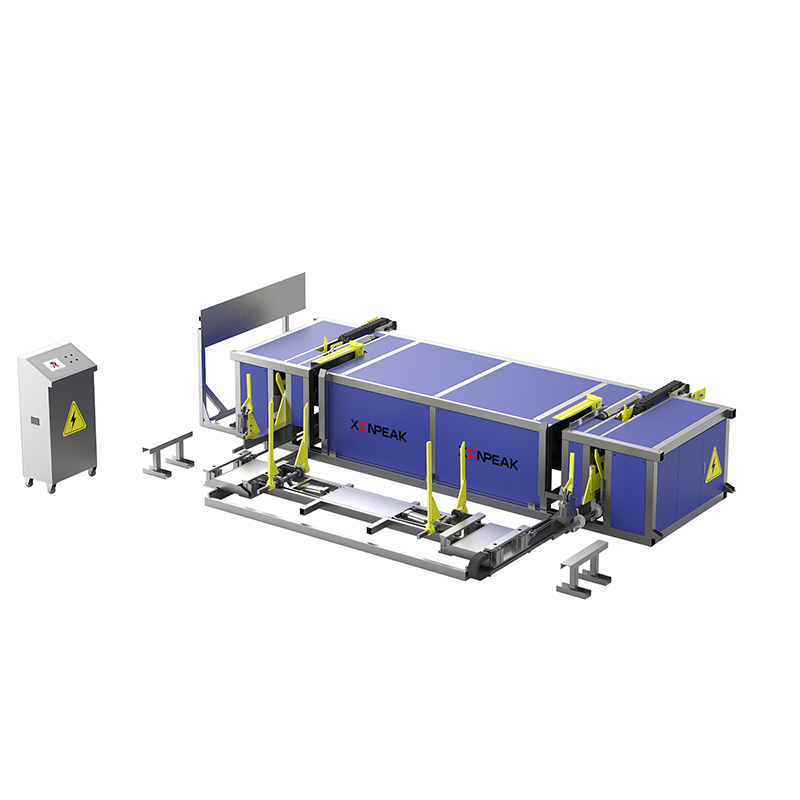
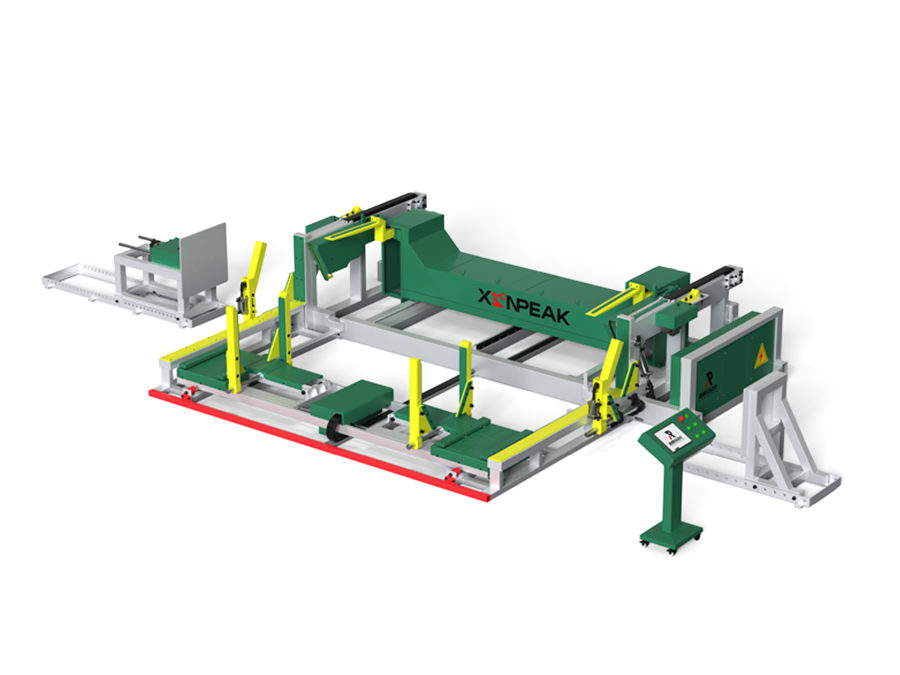
Automatic round tube palletizer
2025-08-06
Automatic Tube Palletizer: A Core Device in Industrial Automation
I. Device Definition and Core Functions
An automatic tube palletizer is an automated device designed for round tubes (such as steel, stainless steel, and plastic tubes). It utilizes a robotic arm, sensors, and control systems to automatically grasp, transport, stack, and strap tubes. Its core functions include:
1. Efficient Palletizing: Stacks loose or ordered tubes into stacks in a preset number of layers and arrangement (such as rectangular or staggered), improving storage density.
2. Precise Control: Utilizing pneumatic, hydraulic, or motor-driven systems, combined with a PLC (Programmable Logic Controller) or industrial computer, it enables precise adjustment of gripping force, stacking position, and strapping pressure.
3. Flexible Adaptability: Supports tubes of varying diameters (e.g., 4.8-6.4 meters), lengths, and materials. Some high-end models are also compatible with a variety of tube types, including square and special-shaped tubes. II. Technical Principles and Workflow
1. Product Conveyance
Round tubes enter the palletizer's work area via conveyor belts, roller lines, or chain conveyors. The conveying system must ensure accurate tube positioning and posture, avoiding tilting or overlapping.
2. Identification and Positioning
Machine Vision System: A camera captures tube images and, combined with image processing algorithms, identifies tube diameter, length, and positional deviation.
Sensor Array: Laser sensors, photoelectric sensors, and other sensors monitor the tube's edge and centerline in real time, feeding this data back to the control system for dynamic adjustments.
3. Grasping and Stacking
Actuator: Tubes are grasped using a robotic arm, pneumatic gripper, or vacuum cup. For example, the German KUKA robotic palletizer is equipped with a four-axis robotic arm with a load capacity of 200 kg, enabling rapid grasping and rotation of round tubes.
Stacking Strategy: Based on a pre-set program, the robotic arm stacks the tubes onto pallets or stacks in layers (e.g., 1-12 layers) and in a specific arrangement. Some models support staggered stacking in a "pin" pattern for improved stability. 4. Strapping and Inspection
Automatic Strapping: After stacking, the stack is secured manually or by an automatic strapping machine (such as a threading strapping machine) to prevent it from falling apart during transport.
Quality Inspection: Pressure sensors or vision systems are used to detect strapping force and stack alignment. Defective products are automatically removed or re-stackered.
III. Equipment Types and Applications
1. Low-Level Palletizer
Features: The robotic arm has a low working range (typically from ground level to 2 meters), resulting in low cost and easy maintenance, making it suitable for low- to medium-volume production.
Applications: Small steel pipe mills and plastic pipe production lines, processing approximately 500-800 pipes per hour.
2. High-Level Palletizer
Features: The robotic arm can be extended to a height of 4-6 meters and is equipped with a lifting platform, making it suitable for high-bay storage.
Applications: Large warehouses and logistics distribution centers, with a single stack height of up to 3 meters, increasing storage capacity by over 50%. 3. Robotic Palletizer
Features: Utilizes six-axis or multi-axis industrial robots (such as ABB, KUKA, and FANUC) with high degrees of freedom and flexible production capabilities.
Applications: Mixed-line production of multiple pipe varieties and customized palletizing requirements, such as simultaneous handling of round and square pipes.
IV. Industry Applications and Case Studies
1. Petrochemical Industry
Case Study: An oil pipeline plant uses a German KUKA robotic palletizer to automatically palletize steel pipes with diameters of 219-610mm, increasing efficiency by three times and reducing labor costs by 70%.
2. Building Materials Industry
Case Study: A steel structure plant uses a high-level palletizer to stack mixed square and round pipes, increasing the storage capacity per pallet from 20 tons to 35 tons and improving storage space utilization by 40%.
V. Development Trends and Challenges
1. Intelligent Upgrade
Integrate AI algorithms to automatically detect pipe defects and dynamically optimize palletizing strategies.
Integrate 5G technology to enable remote monitoring and fault diagnosis, reducing downtime. 2. Green and Energy-Saving
The use of servo motors and an energy recovery system reduces energy consumption by over 30%.
Optimized mechanical structure reduces the use of pneumatic components and reduces noise pollution.
3. Challenges
Initial Investment Cost: High-end robotic palletizers are expensive, and the payback period for small and medium-sized enterprises is long.
Technical Adaptability: Some non-standard pipes (such as special-shaped pipes) require customized gripping tools, which increases development costs.
Related News
How to maintain steel pipe palletizer
Steel pipe automatic palletizer shipped to Vietnam
The prospects of the smart manufacturing industry
Cangzhou Xinpeng Intelligent Equipment successfully developed a new steel pipe automatic palletizer
Maintaining a steel pipe palletizer is crucial to ensuring efficient and stable operation, extending its service life, and reducing failure rates. The following provides a systematic maintenance plan encompassing four key areas: daily maintenance, scheduled maintenance, specialized maintenance of key components, and environmental and safety maintenance. I. Daily Maintenance: Preventing Problems

The steel pipe automatic palletizer produced by Cangzhou Xinpeng Intelligent Equipment Co., Ltd. is shipped to Vietnam.

The intelligent manufacturing industry has broad prospects, with positive factors such as continued growth in market size, technological integration and innovation, industrial ecological transformation, policy support, and deepening regional cooperation. However, it also faces challenges such as lagging technology standardization, data security risks, and talent gaps. The following is a specific analysis of its prospects:
Recently, Cangzhou Xinpeng Intelligent Equipment Co., Ltd. announced that the research and development of its new steel pipe automatic palletizer has been successfully completed. This achievement not only marks another major breakthrough for the company in the field of intelligent manufacturing, but also brings a new automation solution to steel pipe production and related industrial fields.
Contact Us
You can contact us through the following four methods. We will reply to your inquiry within 2-8 hours after receiving it!
Call Us
Send Email
Leave a Message
Add WeChat or WhatsApp





