














Online



Working principle of steel pipe palletizer
2025-12-26
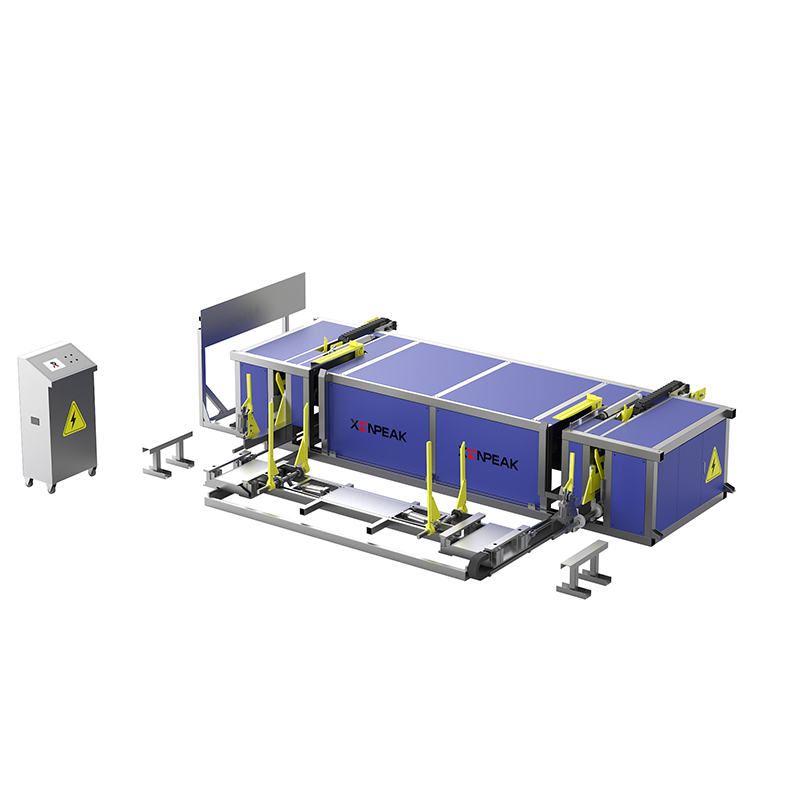
The operating principle of a steel pipe palletizer is primarily based on pre-set program control and mechanical kinematics. Through the coordinated operation of actuators, control systems, and sensors, it automatically grasps, moves, and stacks steel pipes. The following is a detailed description:
Actuator
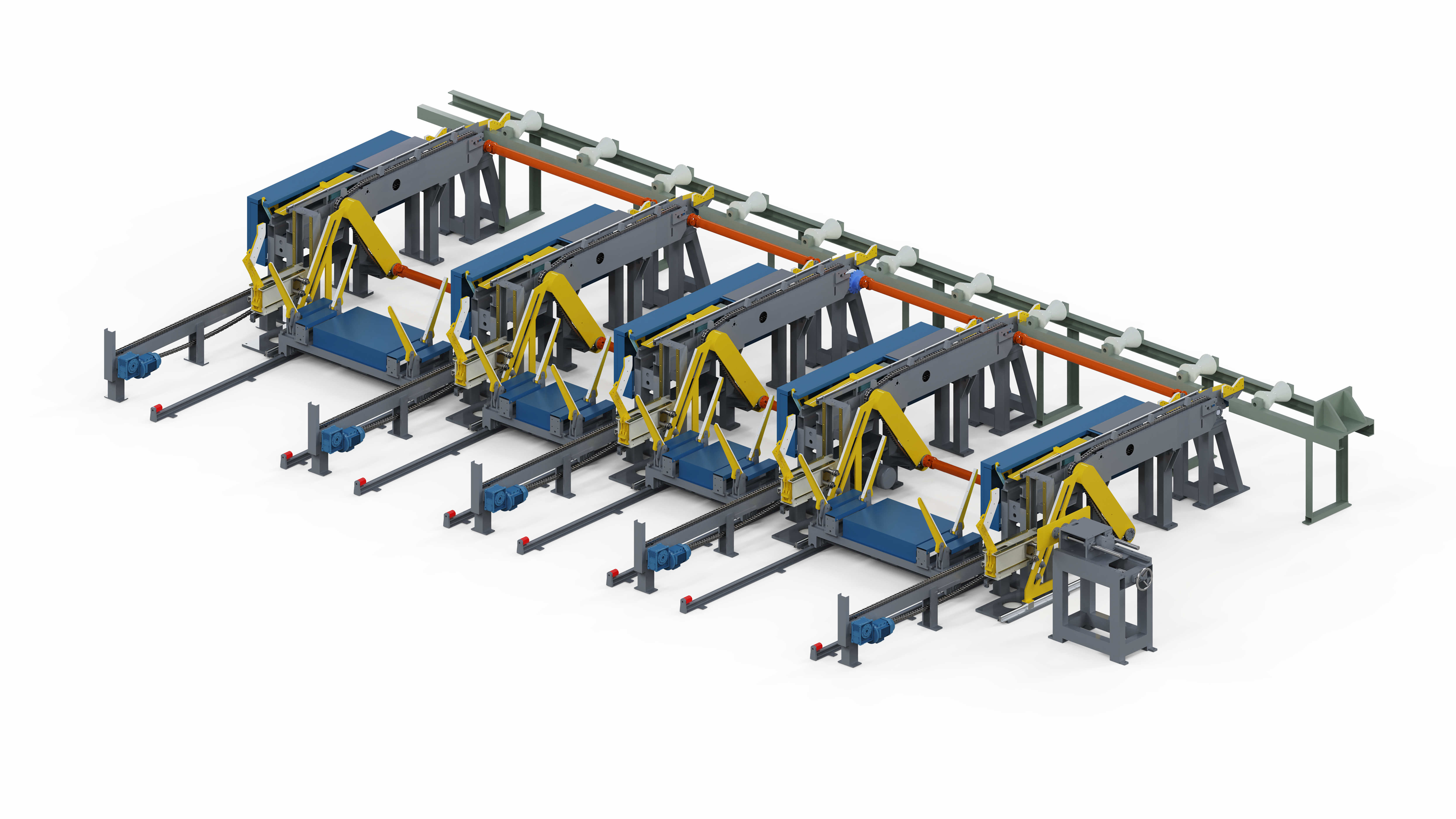
The actuator is the key component of the steel pipe palletizer's palletizing operation. It primarily includes a lifting mechanism, a rotating mechanism, a telescopic mechanism, and a gripping mechanism. These mechanisms use precise mechanical motion to grasp, move, and place steel pipes.
Lifting mechanism: Adjusts the height of the gripping mechanism to grasp steel pipes of varying heights or place them in the desired stacking position.
Rotating mechanism: Enables the gripping mechanism to rotate around a specific axis, adjusting the placement of the steel pipe.
Telescopic mechanism: Adjusts the distance between the gripping mechanism and the steel pipe to ensure accurate grasping.
The gripping mechanism is designed based on the shape and size of the steel pipe, ensuring a secure grip and preventing it from falling during movement. Common gripping mechanisms include V-shaped grippers and vacuum cups, suitable for steel pipes of varying shapes and sizes. Control System
The control system is the "brain" of the steel pipe palletizer, responsible for receiving signals from the production line and controlling the actuators to perform corresponding actions according to pre-set program instructions.
Signal Reception: Receives information such as the arrival, quantity, and size of steel pipes from the production line or other sensors.
Program Instructions: Generates program instructions to control the actuators based on pre-set palletizing rules and requirements.
Logic Operations and Motion Control: Complex logic operations and motion control are implemented using a PLC (Programmable Logic Controller) or industrial computer to ensure the accuracy and stability of the palletizing process.
Sensors
Sensors are the "eyes" and "ears" of the steel pipe palletizer, sensing changes in the external environment and transmitting this information to the control system. Common sensors include:
Position Sensors: Detect the position of the steel pipe and the gripper, ensuring accurate gripping and placement.
Weight Sensors (if applicable): Detect the weight of the steel pipe, allowing the control system to adjust gripping force and stacking method.
Vision Sensors: Utilize machine vision technology to identify the shape, size, and posture of the steel pipes, providing the control system with precise gripping and placement information. Workflow
1. Product Delivery: Steel tubes are transported to the palletizer's operating area via a conveyor belt or other transport device.
2. Product Identification and Positioning: Once the tubes enter the palletizer's operating area, a machine vision system or sensor identifies and locates their position, posture, and dimensions.
3. Grasping and Stacking: Based on the identification and positioning results, the robot arm accurately grasps the tubes and stacks them in the designated location. The stacking method and number of layers can be adjusted based on actual needs.
4. Palletizing Completion and Inspection: After one or more layers of tubes are stacked, the palletizer performs a self-inspection or waits for manual inspection to ensure the quality and stability of the stacking. If any issues are detected, the palletizer will make appropriate adjustments or restart the stacking process.
Related News
What are the advantages of automatic steel pipe palletizers over manual palletizers?
How can steel pipe manufacturers improve palletizing efficiency?
How to clean the visual sensor lens of steel pipe palletizer
Precautions for using steel pipe palletizer

Compared to manual palletizing, automatic steel pipe palletizers offer significant advantages in terms of efficiency, cost, quality, safety, flexibility, and data management. A detailed analysis is as follows:

Steel pipe manufacturers can improve palletizing efficiency through five key approaches: equipment optimization, process improvement, environmental management, personnel training, and technological innovation. Specific measures and analysis are provided below:
Cleaning the vision sensor lens of a steel pipe palletizer is a critical step in ensuring the equipment accurately identifies and locates steel pipes. Dust, oil, or scratches on the lens can reduce image clarity, leading to palletizing errors or failed grasping.
When using a steel pipe palletizer, comprehensive management is required, including operational specifications, equipment maintenance, safety precautions, environmental adaptation
Contact Us
You can contact us through the following four methods. We will reply to your inquiry within 2-8 hours after receiving it!
Call Us
Send Email
Leave a Message
Add WeChat or WhatsApp





